欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


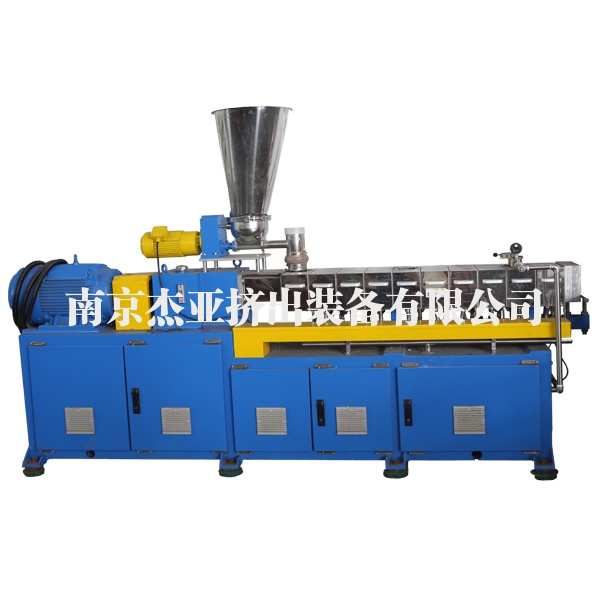
双螺杆挤出机是一种通过两根平行啮合螺杆在机筒内旋转,对聚合物基体与各种添加剂进行熔融、混合、分散并挤出成型的加工设备。针对耐高温工程塑料和生物降解母粒等复合材料的特殊加工需求,标准机型往往难以满足工艺窗口要求,需要通过定制化设计,包括螺杆组合优化、筒体结构调整及温控系统升级,来释放材料的潜在加工能力。
一、产品材质与结构特点
双螺杆挤出机的定制方案涉及多个核心部件的材质与结构选择。机筒和螺杆材质根据加工物料的磨蚀性和腐蚀性确定:加工含玻纤或矿物填充的耐高温工程塑料(如聚醚醚酮PEEK、聚苯硫醚PPS)时,筒体内衬选用双金属或碳化钨合金,硬度可达HRC62以上;加工生物降解母粒(如PLA、PBAT)时,因物料对水分敏感且易热解,机筒材质可选用氮化钢加镜面抛光处理。螺杆元件包括螺纹套、捏合块、齿形盘和反向元件,可按不同功能分段组合。加热冷却系统采用铸铜加热器配合水冷或油冷通道,筒体各段可独立控温。
从产品特点来看,定制化双螺杆挤出机具备以下几个基本属性。
1.螺杆长径比可根据材料停留时间需求调整——耐高温工程塑料需要较长停留时间完成塑化和纤维分散,长径比可达36-48;生物降解母粒因热敏性强,需缩短停留时间,长径比以28-32为宜。
2.排气口数量和位置可根据挥发分含量设计,加工PLA时需设置真空排气脱除水分和低聚物。
3.侧喂料系统可按需配置,用于玻纤、碳酸钙等填充剂的后期加入,减少早期磨损。
4.分流环和熔体泵的选配可稳定机头压力,改善挤出物的尺寸均匀性。
二、主要优势与典型应用
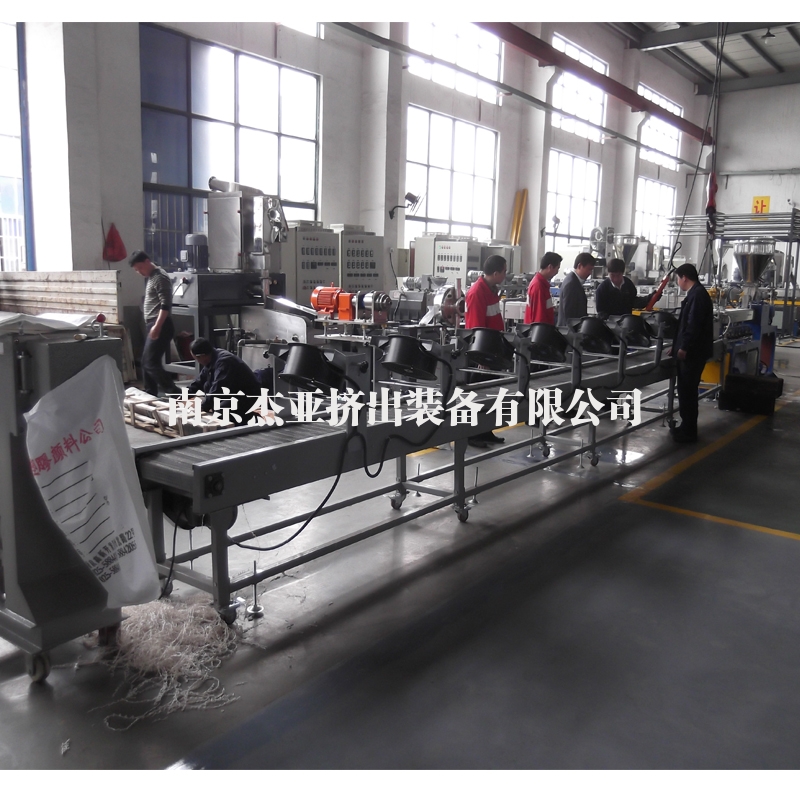
采用定制方案的双螺杆挤出机能够带来多方面的收益。针对特定材料的螺杆组合可以提升分散混合效果,耐高温工程塑料中的玻纤保持较长长度(平均1.5-2mm),生物降解母粒中的纳米填料团聚体得以充分剥开。定制化的温控系统可将物料温度波动控制在较小范围内,对PLA、PBAT等热敏材料减少热降解和分子量下降较为有利。定制方案还可提高产量稳定性,减少因物料特性变化导致的断条或粒料不均。
双螺杆挤出机定制方案主要覆盖以下材料:耐高温工程塑料,PEEK、PPS、聚醚砜(PES)、液晶聚合物(LCP)的玻纤/碳纤增强及耐磨改性;生物降解材料,PLA、PBAT、PBS、聚羟基脂肪酸酯(PHA)的填充改性(碳酸钙、滑石粉、淀粉)及反应性挤出扩链;高温特种工程塑料,聚酰亚胺(PI)、聚酰胺酰亚胺(PAI)的粉末共混和挤出造粒;以及需要精密温控的反应挤出和相容剂制备。

三、解锁不同复合材料加工能力的定制要点
1.耐高温工程塑料的定制方案
加工PEEK、PPS等耐高温工程塑料时,机筒各段温度通常需达到340-400℃,对设备的耐热和耐磨性要求较高。
螺杆组合优化:采用浅螺槽、小间隙设计(螺杆与筒体间隙0.2-0.3mm),增强熔体输送能力。混炼段配置大量的捏合块(总长占螺杆长度的25%-35%),以高剪切强度分散玻纤或碳纤维。同时设置反向螺纹元件延长停留时间,确保树脂完全熔融。对于增强型PEEK(30%玻纤),出料端采用齿形混合盘,使纤维沿流动方向定向。
材质升级:螺杆表面进行渗氮加PVD涂层处理(TiAlN或CrN),提高抗磨料磨损能力。筒体配双金属衬套(碳化钨+镍基合金),在400℃下保持硬度。熔体过滤网采用烧结金属盘,过滤精度80-150μm,防止未熔颗粒进入机头。
2.生物降解母粒的定制方案
PLA、PBAT等生物降解材料对水分和热历史敏感,加工温度窗口较窄(通常150-200℃)。
低温设计:采用低剪切螺杆组合,减少捏合块数量和角度(如从90°改为45°),降低摩擦生热。主驱动电机功率适当减小,避免过高的输入能量。机筒采用分段水冷(每段独立冷却回路),配合PID精密控温,温度波动控制在±2℃以内。
排气系统强化:PLA在熔融前需要充分干燥(水分<200ppm),定制方案中设置两段真空排气口,一段自然排气脱除水分,二段连接真空泵(真空度-0.08MPa)抽除低聚物。排气口前端设置反向螺纹元件,防止熔体冒料。
反应挤出功能:对于需要扩链反应的PLA/PBAT共混体系,在螺杆中段增设反应注入端口,用于计量加入扩链剂(如环氧类、异氰酸酯类)。注入段后设置静态混合元件,保证反应均匀。机头处配备熔体齿轮泵,稳定输出压力。
三、高填充复合材料的定制方案
对于填充量超过50%的母粒(如碳酸钙填充PLA、滑石粉填充PP),需要解决喂料困难和分散不均的问题。
双阶喂料系统:主喂料口采用强制啮合式喂料机,防止粉料反喷。侧喂料口安装失重式喂料机,将一半以上填料从侧向加入螺杆熔融段,降低对螺杆基部的磨损。侧喂料口处筒体加长,配合开槽螺套处理高比例填料。
耐磨措施:筒体进料区衬套采用合金铸铁,侧喂料口下方的螺杆元件表面堆焊碳化钨。每运行500小时检查磨损程度,磨损量超过0.3mm后更换。
四、日常使用与维护要点
定制后的双螺杆挤出机需要针对物料特性制定维护计划。加工耐高温工程塑料后,需用高粘度聚乙烯或高温清洗料彻底排空机筒,防止残留物碳化堵塞。加工生物降解材料后,机筒温度应逐步降至150℃以下再停止螺杆转动,避免材料长期滞留热解。每季度检查筒体各段温度传感器校准情况,偏差超过±3℃时应更换。螺杆抽出来检时,清理积炭并测量外径磨损,外径减少0.2mm以上应考虑修复或更换。
双螺杆挤出机定制方案的要点,有助于根据耐高温工程塑料和生物降解母粒等复合材料的加工特性,选择合理的螺杆组合、材质配置和温控系统。通过针对性的结构优化,可以充分发挥材料性能,提升挤出造粒的稳定性和产品一致性,满足特种复合材料的生产需求。