欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


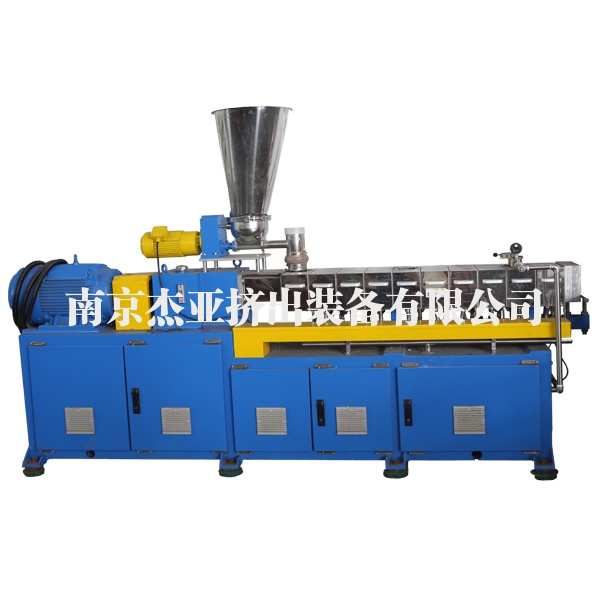
双螺杆挤出造粒机是一种依靠两根平行啮合或非啮合螺杆在机筒内旋转,对聚合物、填充剂、助剂等进行熔融、混合、剪切、分散,通过模头挤出并切粒成型的加工设备。设备能够连续完成物料输送、塑化、混炼及造粒全过程,适用于橡胶、塑料及其共混改性材料的颗粒化生产。
一、设备构成与材质特点
双螺杆挤出造粒机的核心部件包括机筒、螺杆、传动系统、加热冷却系统、模头及切粒装置。机筒和螺杆直接接触物料并进行高强度剪切,因此选用耐磨耐腐蚀材质。常用材料有氮化钢(38CrMoAlA),经氮化处理后表面硬度较高;对于填充玻璃纤维、碳酸钙或含阻燃剂等磨损性较强的物料,筒体内衬可选用双金属或硬质合金套筒。螺杆元件(螺纹套、捏合块、齿形盘等)通常采用工具钢制造并经热处理,各元件通过花键轴串联组合,可根据工艺需要灵活配置。
从产品特点来看,双螺杆挤出造粒机具备以下基本属性。
1.自清洁能力较强——两根螺杆相互啮合,使粘附在螺棱表面的物料被持续刮除,减少残留和降解风险。
2.停留时间分布较窄,物料在机筒内经历大致相同的热历史,有利于温度敏感材料的加工。
3.可设计排气口和液体加注口,用于脱除水分、挥发分或引入反应单体。
4.螺杆长径比(L/D)通常在20至48之间,可根据工艺要求分段设计输送区、熔融区、混炼区和排汽区。
二、工作原理详解
双螺杆挤出造粒机的工作过程可以划分为五个阶段。物料从料斗进入机筒,在同向旋转或异向旋转的螺杆带动下向前输送。同向啮合型较为常见,两根螺杆以相同方向旋转,物料在两根螺杆之间形成“∞”字形流动,接受强烈的剪切与混合。物料经过固体输送段后,在机筒外加热和内部摩擦热的共同作用下逐渐熔融。熔融后的物料进入混炼段,该区域配置捏合块或齿形盘,对聚合物熔体与填充剂、颜料、纤维等进行分布混合和分散混合。经过充分混炼的物料通过排气段脱除气体,然后被增压挤出模头,形成条状挤出物。挤出物经过风冷或水冷定型,再送入切粒机切成均匀颗粒。
在整个过程中,双螺杆挤出造粒机的螺杆转速、喂料速率、各区温度及模头压力均可独立调节,以适应不同配方的流动性及热稳定性要求。

三、主要优势与适用场景
采用双螺杆挤出造粒机进行橡塑混炼造粒,能够获得多方面的收益。物料在机筒内的混合均匀度较高,尤其适用于添加少量功能性助剂(如抗静电剂、紫外线吸收剂)或高填充体系的分散,制品一致性较好。设备对粉料直接喂料的适应性较强,无需预先造粒或密炼,简化了工艺流程。双螺杆结构产生的剪切热可控范围较大,可加工热敏性材料(如PVC、TPU)以及需要较高塑化程度的工程塑料(如PA、PC)。
四、在应用方面,双螺杆挤出造粒机广泛用于以下场景:塑料改性造粒(PP、PE、ABS加玻纤/矿物/阻燃剂)、色母粒制备(高浓度颜料分散)、功能母料生产(开口剂、消光剂载体)、橡胶与塑料共混(热塑性弹性体TPE/TPV的动态硫化)、可降解塑料(PLA、PBAT)的填充改性以及食品挤压膨化、药品制粒等。
五、日常使用与维护要点
为保证双螺杆挤出造粒机稳定运行,应注意以下几点。运行或更换配方后,需进行清洗料置换,避免残留物料交联碳化。机筒各段温度应逐步升降温,升温速率不宜超过10℃/分钟,冷却时应先停止加热让螺杆继续运转至温度降至设定值以下再停机。螺杆与机筒之间的间隙应定期检测,间隙增大后回流量上升,会降低产量和混炼效果。切粒机的刀片与模面间隙控制在0.05至0.15mm之间,间隙过大会产生连粒,过小则加速刀片磨损。此外,喂料系统建议配置失重式喂料器,以保持物料连续稳定供给。
双螺杆挤出造粒机工作原理及橡塑混炼造粒工艺技术解析,有助于在生产线选型与操作中合理设定工艺参数。通过匹配螺杆组合、优化温度曲线及规范设备维护,可以使该设备长期保持较好的混合与造粒能力,满足不同材料的颗粒化生产需求。