欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


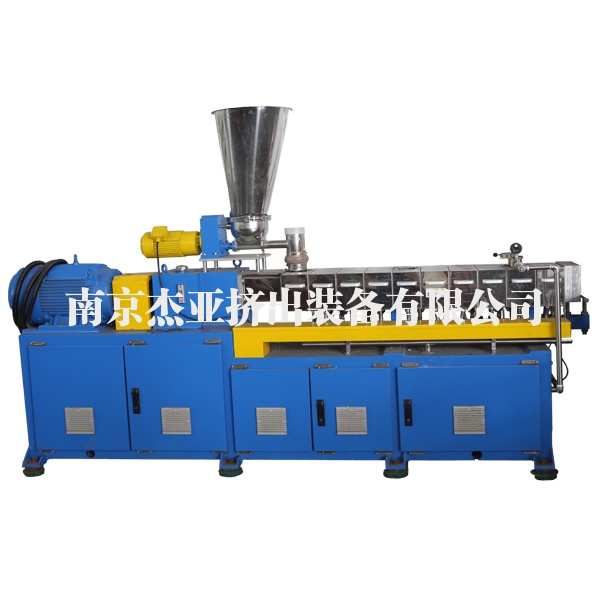
双螺杆挤出造粒机是一种以两根平行啮合螺杆为核心工作单元,将聚合物基体与填充剂、助剂等进行熔融、混合、分散后挤出切粒的加工设备。设备通过优化螺杆组合和温度控制,使物料在机筒内获得充分且均匀的塑化,熔体各组分分散一致性较高,提升颗粒成品的外观均匀度、尺寸稳定性和内在力学性能,适用于工程塑料改性、色母粒制备及可降解材料造粒等行业。
一、产品材质与结构特点
双螺杆挤出造粒机的机筒和螺杆选用高强度氮化钢(38CrMoAlA)或双金属合金材料制造。氮化钢经渗氮处理后表面硬度可达HV900以上,耐磨性较好;对于玻纤增强或高填充物料,机筒内衬可选用硬质合金套筒。螺杆元件(螺纹套、捏合块、齿形盘)采用工具钢制造并经真空热处理,各元件通过花键轴组合,可根据工艺灵活配置。
从结构特点来看,双螺杆挤出造粒机具备以下基本属性。
1.同向旋转双螺杆结构使物料在两根螺杆之间形成“∞”字形流动,经受充分的剪切和混合,塑化均匀性较高。
2.机筒分段设置多个独立控温区(通常为5-10段),配合铸铜加热器和油/水冷却系统,温度偏差可控制在±2℃以内,为塑化均匀提供稳定的热环境。
3.长径比(L/D)可在28-48范围内选择,较长的塑化段使物料在机筒内停留时间充分,确保各组分完全熔融。
4.排气口用于脱除物料中的水分和挥发物,减少颗粒中的气泡和银纹。
5.模头流道经流线型设计,熔体压力分布均匀,挤出条状物料截面一致性较好。

二、塑化均匀与颗粒成品品质的关系
双螺杆挤出造粒机的塑化均匀性是提升颗粒成品品质的基础。塑化程度用熔体温度和粘度的均匀性来衡量。当塑化不均时,颗粒成品中会出现未熔融“鱼眼”、尺寸波动或颜色差异。双螺杆挤出造粒机通过以下设计保证塑化均匀:
螺杆组合优化:在熔融段采用渐变的螺纹元件,使物料从固体输送逐步过渡到完全熔融,避免局部过热或欠熔;混炼段配置错列角度的捏合块(45°、60°、90°),提供适度的剪切分散,使填料和添加剂均匀分布于聚合物基体中。
温控分区:从进料口到模头,温度呈梯度上升后微降的曲线。进料区温度略低于物料熔点(保持固体输送能力),压缩区升至熔融温度,均化区保持恒温,模头区适当降温以维持挤出物强度。这种分区控温使物料在每一段经历合适的热历史,达到整体塑化均匀。
自清洁功能:双螺杆啮合时互相刮擦,使粘附在螺棱表面的物料被持续剥离,避免停留时间过长导致降解或碳化,从而保证熔体纯净度。
当塑化均匀时,挤出条状物料的截面圆度好、表面光滑;切出的颗粒尺寸一致,无明显毛刺或尾巴;颗粒内部结构致密,孔隙率低。这样的成品在后续注塑、挤出或吹塑成型中,熔融再加工时也不易产生品质波动。
三、产品优势
采用双螺杆挤出造粒机实现塑化均匀能够带来多方面的收益。颗粒成品合格率提高,因塑化不良导致的废品率可控制在1%以下。批次间品质一致性较好,不同批次颗粒的颜色、熔融指数、力学性能波动范围缩小。生产效率提升,塑化均匀使模头出料稳定,可以维持较高的螺杆转速而不出现断条。能耗降低,均匀塑化减少了因局部过炼耗散的多余能量,吨料电耗比塑化不均的机型降低8%-12%。
四、典型应用场景
双螺杆挤出造粒机广泛用于对颗粒品质要求较高的材料加工。在工程塑料改性中,用于生产玻纤增强PA、PP、PBT,塑化均匀确保玻纤分散良好且保留长度适宜。在色母粒制备中,使颜料在载体树脂中实现均匀分布,颜色批次差小。在可降解塑料造粒中,用于PLA、PBAT的填充改性,塑化均匀防止热敏性材料降解。在共混合金行业,用于PC/ABS、PP/EPDM等体系的反应挤出造粒。在母料生产中,制备高浓度抗静电、阻燃母粒。
五、选型与维护要点
选用双螺杆挤出造粒机时,应根据物料特性和产量确定长径比和螺杆直径。热敏性材料(如PVC、PLA)选择L/D=28-32,减少停留时间;玻纤增强或高填充材料选择L/D=36-44,增加分散段。日常维护应注意:每次开机前检查各区温度是否到达设定值;每半个月清理排气口积料;每月检查螺杆与机筒间隙,磨损超过0.2mm时考虑维修;停机前用清洗料排空机筒,防止降解物残留。定期校准温度传感器和压力传感器,保证控温准确。
双螺杆挤出造粒机实现物料塑化均匀的技术要点,有助于在塑料造粒生产中提升颗粒成品品质。通过合理的螺杆组合、精准的温控分区和规范的维护制度,设备能够生产出尺寸均一、内部致密、颜色稳定的高品质颗粒,满足下游加工对原料一致性的要求。