欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



塑化区是加热投入的树脂而形成熔融状态。此区域的加热温度、时间等条件,只要使具有特定不稳定末端基团的含氟聚合物呈熔融状态,就没有特别限制。在塑化区域的后半部分,优选设置脱挥孔,在常压下或减压下除去至少一部分挥发性成分。本地热熔胶造粒公司则可以降低后述的稳定化区域中挥发性成分的分压,可以有效地促进稳定化处理。根据挤出机除去不稳定端基原理,稳定化处理区域内的熔融混炼除了在水存在下进行以外,建议在氧气存在下进行。本地热熔胶造粒公司在经济性方面通常使用空气。在氧气的存在下,熔融混炼物产生的碳也会被燃烧,可以抑制含氟聚合物着色。氧气对不稳定末端基团羧基和氟酰基为惰性气体,在熔融混炼的过程,其可以提高挥发成分的脱挥效率
1月下旬,杰亚团队远赴印度孟买,参加了三年一届的印度国际塑料工业展览(PlexpoIndia2019)。本地热熔胶造粒公司作为双螺杆挤出机行业的领先代表,杰亚在此次展览会与众多印度客户深入交谈并达成合作意向,参展取得圆满成功。杰亚坚持用专业技术和细致服务,本地热熔胶造粒公司为用户提供高效节能的共混改性解决方案。本次印度展的成功经验,将为今后继续拓展印度乃至全球市场增添更多筹码和信心。

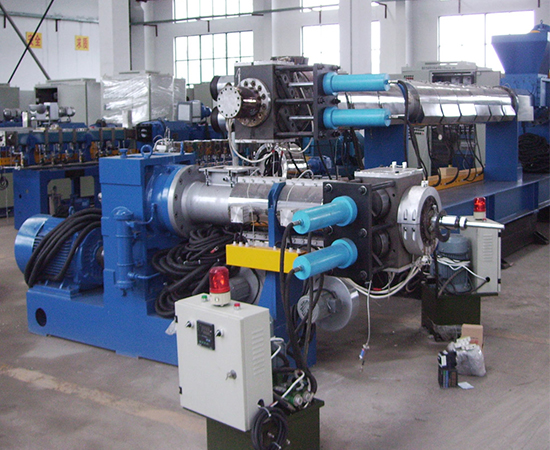
了解双螺杆挤出机的工作原理后,了解可用的型号及其规格非常重要。以下详细介绍了可用于帮助您为生产选择合适挤出机的型号规格。本地热熔胶造粒公司在我们开始之前,您需要了解双螺杆挤出机型号的独特特性。即所有挤出机都有两个螺钉,中心高度为1000mm。SJSZ-45使用这个型号,你会发现它的电机功耗为15kW,机筒加热功率为12kw。本地热熔胶造粒该型号转速为45rpm,螺杆效果长度为985mm。您会注意到它的螺杆直径为45 / 90mm,这使您的生产能力达到120kg / h。您不能忽略此挤出机的重量和尺寸。 SJSZ-45型号重2800千克,尺寸为3.3 * 1.2 * 2.1。

双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。本地热熔胶造粒公司在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。本地热熔胶造粒公司稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。



