欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:优质工程塑料造粒机公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:优质工程塑料造粒机公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。
把同向双螺杆挤出机分红“挤出”和“传动” 两大要害有些, 优质工程塑料造粒机公司“挤出部件” 是“保证质量” 的要害部件, “传动部件” 是“前进功率” 和“保证质量” 的要害部件。双螺杆的技能前进是以扭力分配箱的更新换代为标志的,可见其重要性。双螺杆挤出机具有单螺杆挤出机的挤出机原理:优质工程塑料造粒机固体运送熔融增压和泵送混合汽提和脱蒸腾分,但又不单纯是如此。双螺杆挤出理论的研讨初步的晚,再加上它的类型多,螺杆几许形状杂乱,挤出进程杂乱,这就给研讨带来诸多困难。

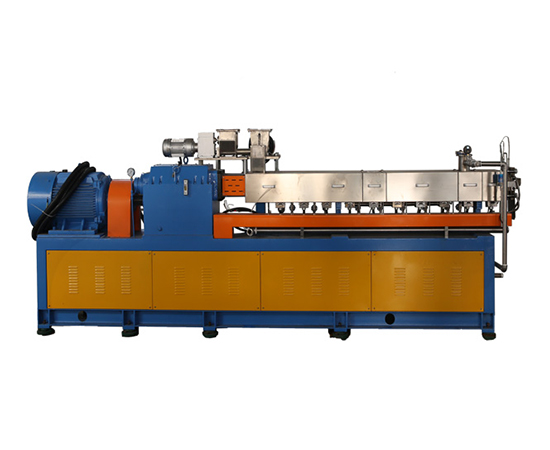
了解双螺杆挤出机的工作原理后,了解可用的型号及其规格非常重要。以下详细介绍了可用于帮助您为生产选择合适挤出机的型号规格。优质工程塑料造粒机公司在我们开始之前,您需要了解双螺杆挤出机型号的独特特性。即所有挤出机都有两个螺钉,中心高度为1000mm。SJSZ-45使用这个型号,你会发现它的电机功耗为15kW,机筒加热功率为12kw。优质工程塑料造粒机该型号转速为45rpm,螺杆效果长度为985mm。您会注意到它的螺杆直径为45 / 90mm,这使您的生产能力达到120kg / h。您不能忽略此挤出机的重量和尺寸。 SJSZ-45型号重2800千克,尺寸为3.3 * 1.2 * 2.1。

锥形双螺杆和机筒。双螺杆挤出机有两个螺杆,其功能是推进材料向前。这有助于以均匀的方式将热量分配到树脂中。您可以使用不同类型的双螺杆。这包括同向旋转螺钉,其中螺钉沿相同方向旋转。我们还有反向旋转螺钉,螺钉相反旋转。当螺钉的轴之间的中心线恰好小于螺钉直径时,螺钉被称为相互啮合。如果螺钉轴之间的中心线与螺钉直径相同,则螺钉不相互啮合。 机筒装有螺杆,它们负责将熔融树脂送入模具,优质工程塑料造粒机从而在模具上产生压力。当您想要添加添加剂的树脂时,可以高速使用同向双螺杆挤出机。当您想要去除溶剂时,也可以使用它。如果您使用同向旋转双螺杆双阶挤出机,您可以生产管道和型材。另一方面,优质工程塑料造粒机公司当您想要复合PVC和其他树脂时,可以使用反向旋转螺丝。
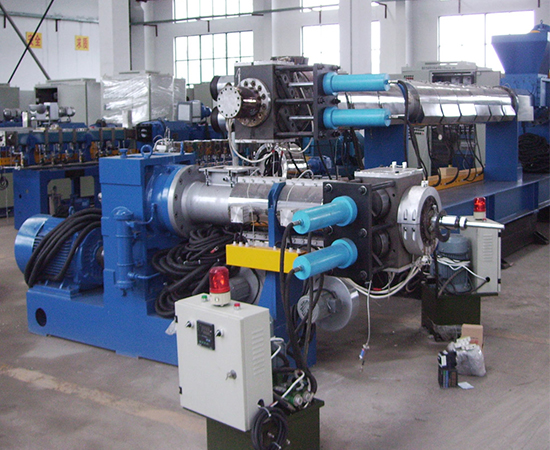
双螺杆挤出造粒机长时间运行之后,某些部位的温度是非常高的,优质工程塑料造粒机公司对于这些部位,大家一定要小心,不然很容易烫伤自己。南京杰亚挤出装备有限公司由多年从事双螺杆挤出机生产的技术骨干组成的现代企业。公司目标产品:双螺杆挤出造粒机,水下切粒系统,双螺杆双阶式挤出机,单螺杆挤出机,工程塑料挤出机,南京双螺杆挤出机,优质工程塑料造粒机塑料片/板/模等挤出生产。在这里,您可以找到适合任何要求的挤出机装配齿轮箱解决方案。

水下切粒系统模板结构由模体、聚合物成型孔(模孔)、加热孔、造粒带(硬质合金复合层)等四部分组成。优质工程塑料造粒机公司模体:模板的本体,用来连接挤压机,切粒机水室,聚合物的流通道,加热棒,造粒带硬质合金均镶嵌在上面,起到骨架的作用。模孔:熔融的聚合物由此通道挤压而出。加热孔:用来装置加热棒,对熔融聚合物进行加热。造粒带:优质工程塑料造粒机公司模板的核心部位。高温熔融聚合物挤出后由高速旋转的切刀在此切粒。材质要求较高,既要有高硬度,又要具有耐磨、耐高温、耐腐蚀的性能。



