欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。优质塑料合金造粒机公司在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。优质塑料合金造粒机公司稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。

生产力高。双螺杆挤出造粒机具有高生产率,这是其能够处理各种原材料的结果。优质塑料合金造粒机公司它还以不同的螺杆速度处理不同的混合配方。经济实惠。当您分析其运行成本时,双螺杆挤出造粒机是经济的。它使用较少的原材料,而输出水平较高。此外,能源消耗量很低,优质塑料合金造粒机公司这可确保您从生产中获得更大收益。不要忘记,因为它是灵活的,你可以生产不同设计的塑料管。

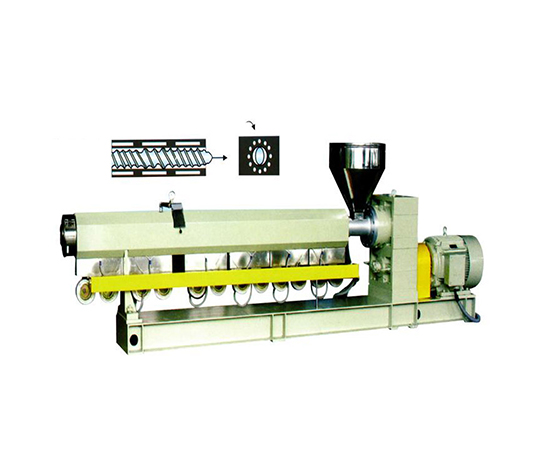
平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:优质塑料合金造粒机公司通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。优质塑料合金造粒机公司通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。
优质塑料合金造粒机公司在设备运行过程中,配电柜还没有断电的话,任何人员不管是非专业人员还是操作人员都不能够打开柜门,必须要等到双螺杆挤出造粒机完全静止之后才能够调整刀具。否则大家很有可能会让自身出现危险,这一点一定要牢记于心。优质塑料合金造粒机公司在活动部位以及料斗出现堵塞时,大家一定不能够直接用手或者铁棍进行疏通,必须要使用塑料棍小心处理才行。

水下切粒机模板工作条件。聚合物挤出压力:约4.O~5.0MPa;工作温度:220~240℃;切粒室水温:优质塑料合金造粒机公司50~70℃模板是水下切粒系统的重要组成部分,具备成型、加热、切割等三项功能。切粒机模板有许多成型孔和特殊结构的喷嘴,它具备将熔融状态的粘稠塑料成型并限度地减少压力损失的功能。为了防止聚合物在型腔凝固,优质塑料合金造粒机公司在模板中设计了各种形式的加热孔,这些加热孔用于放置加热棒对熔融的聚合物进行加热。



