欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



切割机。当您的塑料产品通过模具离开双螺杆挤出造粒机时,有一台机器可以将其调整到合适的尺寸。这是在挤出模头后可以找到的切割器。有些因素会影响刀具。这些是刀片形状,厚度,切割速度和切割方法。此外,专业工程塑料造粒机哪家好还有不同的刀具,这取决于产品的类型,产品的应用和原材料。堆垛机。生产后你的管道需要整齐。您可以使用管道堆叠器实现此目的。这是一种在生产后有序排列所有管道的设备。专业工程塑料造粒机哪家好这是一个重要的设备,它可以防止您的管道破裂。

结构原理。对于双螺杆挤出机挤出工艺的基本机理就是一个螺杆在圆筒中旋转并向前推动塑料,专业工程塑料造粒机哪家好螺杆结构是围绕中心层缠绕的斜面其目的是增加压力,在双螺杆挤出机的操作中需要克服三种难题,一个是摩擦包含固体颗粒对气缸壁的摩擦,第二个是熔体在气缸壁上的粘附,第三个是当熔体向前推时其内部物流的阻力。温度原理。专业工程塑料造粒机哪家好从双螺杆挤出机挤出的塑料是热塑性的,因此在挤出过程中需要加热以确保其可达到一定温度,那么熔融的热量来自哪里?首先磅进料预热和桶形模具加热器可以起作用并且在启动时非常重要,此外转动螺杆气缸内产生的摩擦热也是重要热源。

双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。专业工程塑料造粒机哪家好在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。专业工程塑料造粒机哪家好稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。

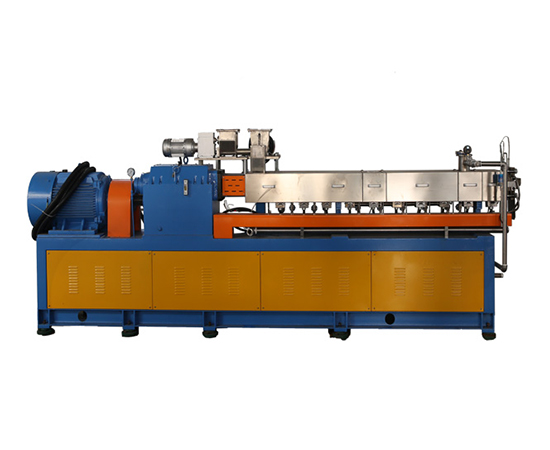
挤出机设备的效果便是把橡胶产品挤出成咱们所需求的产品形状。而在挤出出产的时分咱们需求对挤出机的螺筒进行温度控制才能够保证产品的正常出产。专业工程塑料造粒机哪家好在双螺杆挤出机工作之前要先对螺筒螺杆进行升温,双螺杆挤出机一般都是利用水控温的方法来对挤出机设备进行温度控制的。咱们利用模温机先把挤出机螺筒的温度升到咱们所需求的温度值,然后把经过密炼机和开炼机加工好的橡胶放进双螺杆挤出机的喂料体系,橡胶经过喂料体系进入到双螺杆挤出机螺筒傍边由挤出机螺杆对其进行剪切,紧缩,混炼等一系列的加工在挤出机的模头挤出成咱们所需求的产品形状。专业工程塑料造粒机哪家好在整个出产过程傍边双螺杆挤出机螺筒螺杆以及双螺杆之间不停的相互效果而发生压力。
下面呢,南京杰亚设备来给我们简略介绍一下关于双螺杆挤出机的传动技能分析:传动部件是双螺杆挤出机的核心部件,如同轿车的发动机,可以供应满足的动力,才华输出满足的产值,所以前进挤出功率需求有弱小的传动系统供应动力。专业工程塑料造粒机哪家好在双螺杆挤出机中,动力是通过螺杆元件的旋转运动表现出来的,旋转运动中动能转化成改动力,扭力越大运送的物料越多,即需求高扭矩的传动系统提供动力,才华完结高产值。依据当时挤出机工作的开展现状,传动系统分为两个有代表性的典型布局:专业工程塑料造粒机哪家好平行三轴齿轮布局和双侧对称驱动齿轮布局,通过下文分析可以看到两种布局的差异。



