欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



切割机。当您的塑料产品通过模具离开双螺杆挤出造粒机时,有一台机器可以将其调整到合适的尺寸。这是在挤出模头后可以找到的切割器。有些因素会影响刀具。这些是刀片形状,厚度,切割速度和切割方法。此外,优质塑料合金造粒机公司还有不同的刀具,这取决于产品的类型,产品的应用和原材料。堆垛机。生产后你的管道需要整齐。您可以使用管道堆叠器实现此目的。这是一种在生产后有序排列所有管道的设备。优质塑料合金造粒机公司这是一个重要的设备,它可以防止您的管道破裂。

一、双螺杆挤出造粒机使用500小时后,减速箱中会有齿轮磨下来的铁屑或其它杂质,所以,应清洗齿轮同时更换减速箱润滑油。二、双螺杆挤出造粒机在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况。三、双螺杆挤出造粒机如果生产中突然断电,优质塑料合金造粒机公司主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。四、双螺杆挤出造粒机如发现仪表、指针的转向满度,优质塑料合金造粒机公司应检查热电偶等边线的接触是否良好。
设备在确保双螺杆挤出机正常工作。控制塑料的分子取向,使其具有物理性质。控制产品的美学表面。模具的设计会影响塑料产品的质量。优质塑料合金造粒机公司有些因素会影响挤出模头的生产率。他们包括:螺杆横截面与模具横截面的比率。形成塑料产品形状的模具尺寸。当您查看模具内发生的摩擦时,形成模具的材料性质。拖运。如果双螺杆挤出设备,优质塑料合金造粒机公司牵引装置是在后端找到的装置。其目的是在挤出过程中帮助推进管道。您会发现该设备的不同型号取决于您的挤出机尺寸和生产水平。

水下切粒机模板工作条件。聚合物挤出压力:约4.O~5.0MPa;工作温度:220~240℃;切粒室水温:优质塑料合金造粒机公司50~70℃模板是水下切粒系统的重要组成部分,具备成型、加热、切割等三项功能。切粒机模板有许多成型孔和特殊结构的喷嘴,它具备将熔融状态的粘稠塑料成型并限度地减少压力损失的功能。为了防止聚合物在型腔凝固,优质塑料合金造粒机公司在模板中设计了各种形式的加热孔,这些加热孔用于放置加热棒对熔融的聚合物进行加热。

塑化区是加热投入的树脂而形成熔融状态。此区域的加热温度、时间等条件,只要使具有特定不稳定末端基团的含氟聚合物呈熔融状态,就没有特别限制。在塑化区域的后半部分,优选设置脱挥孔,在常压下或减压下除去至少一部分挥发性成分。优质塑料合金造粒机公司则可以降低后述的稳定化区域中挥发性成分的分压,可以有效地促进稳定化处理。根据挤出机除去不稳定端基原理,稳定化处理区域内的熔融混炼除了在水存在下进行以外,建议在氧气存在下进行。优质塑料合金造粒机公司在经济性方面通常使用空气。在氧气的存在下,熔融混炼物产生的碳也会被燃烧,可以抑制含氟聚合物着色。氧气对不稳定末端基团羧基和氟酰基为惰性气体,在熔融混炼的过程,其可以提高挥发成分的脱挥效率

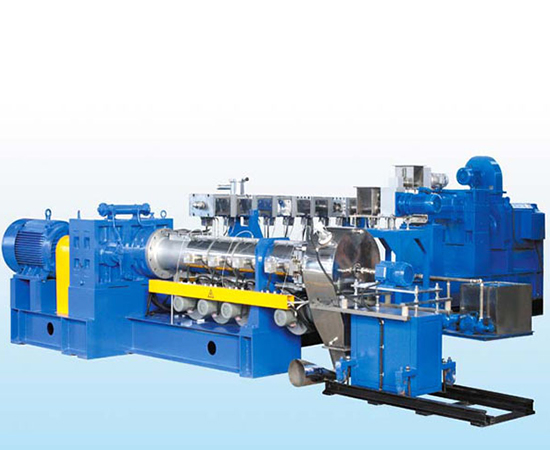
水下切粒系统熔融的聚乙烯塑料经过双螺杆挤出机增压到5.0MPa,优质塑料合金造粒机公司经过换网器过滤掉可能存在的杂质后经过分流进入模板的多个流道,在这里物料由于流道直径逐渐变小加速流向出料端,通过模孔以线状进入切粒水室,在这里熔融的聚乙烯瞬间被50—70℃的颗粒水冷却,并被紧密贴合在模板表面的高速回转切刀切成24mm长,优质塑料合金造粒机公司直径2.5.3.5mm的聚乙烯颗粒,至此完成整个造粒过程,颗粒被冷却水输送到离心干燥机进行脱水干燥。



