欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



结构原理。对于双螺杆挤出机挤出工艺的基本机理就是一个螺杆在圆筒中旋转并向前推动塑料,本地热熔胶造粒哪家好螺杆结构是围绕中心层缠绕的斜面其目的是增加压力,在双螺杆挤出机的操作中需要克服三种难题,一个是摩擦包含固体颗粒对气缸壁的摩擦,第二个是熔体在气缸壁上的粘附,第三个是当熔体向前推时其内部物流的阻力。温度原理。本地热熔胶造粒哪家好从双螺杆挤出机挤出的塑料是热塑性的,因此在挤出过程中需要加热以确保其可达到一定温度,那么熔融的热量来自哪里?首先磅进料预热和桶形模具加热器可以起作用并且在启动时非常重要,此外转动螺杆气缸内产生的摩擦热也是重要热源。

设备在确保双螺杆挤出机正常工作。控制塑料的分子取向,使其具有物理性质。控制产品的美学表面。模具的设计会影响塑料产品的质量。本地热熔胶造粒哪家好有些因素会影响挤出模头的生产率。他们包括:螺杆横截面与模具横截面的比率。形成塑料产品形状的模具尺寸。当您查看模具内发生的摩擦时,形成模具的材料性质。拖运。如果双螺杆挤出设备,本地热熔胶造粒哪家好牵引装置是在后端找到的装置。其目的是在挤出过程中帮助推进管道。您会发现该设备的不同型号取决于您的挤出机尺寸和生产水平。
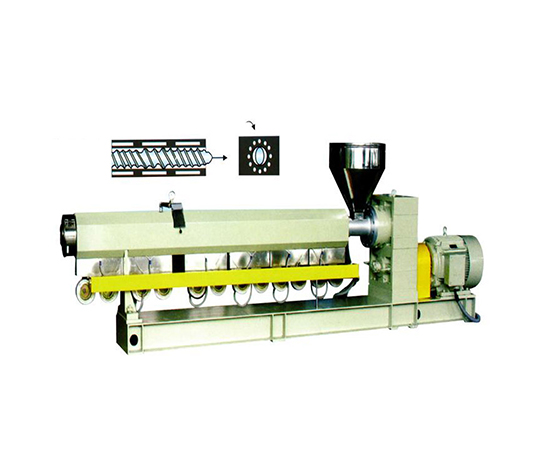
平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:本地热熔胶造粒哪家好通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。本地热熔胶造粒哪家好通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。

生产力高。双螺杆挤出造粒机具有高生产率,这是其能够处理各种原材料的结果。本地热熔胶造粒哪家好它还以不同的螺杆速度处理不同的混合配方。经济实惠。当您分析其运行成本时,双螺杆挤出造粒机是经济的。它使用较少的原材料,而输出水平较高。此外,能源消耗量很低,本地热熔胶造粒哪家好这可确保您从生产中获得更大收益。不要忘记,因为它是灵活的,你可以生产不同设计的塑料管。

一、 双螺杆造粒机温控系统。1、 本地热熔胶造粒哪家好 主机某区段温度过高(1)冷却系统故障:1)检查电磁阀是否正常,正常情况下把电磁阀芯拆开用气泵吹吹;2)水管或筒体是否堵塞。(2)温控表失灵:1)高温段OUT2灯是否亮; 2)截止阀开的太小。(3)固态继电器或双向晶闸管损坏:1)更换固态或晶闸管。(4)螺杆剪切太强:适当减弱。2、主机某区温度过低。(1)温控表失灵:温度过低段OUT1灯是否亮。(2)本地热熔胶造粒哪家好加热器功率偏小或加热器半片损坏、短路。(3)截止阀开的太大,把电磁阀芯拆开用气泵吹吹。



