欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


切割机。当您的塑料产品通过模具离开双螺杆挤出造粒机时,有一台机器可以将其调整到合适的尺寸。这是在挤出模头后可以找到的切割器。有些因素会影响刀具。这些是刀片形状,厚度,切割速度和切割方法。此外,优质双螺杆造粒机公司还有不同的刀具,这取决于产品的类型,产品的应用和原材料。堆垛机。生产后你的管道需要整齐。您可以使用管道堆叠器实现此目的。这是一种在生产后有序排列所有管道的设备。优质双螺杆造粒机公司这是一个重要的设备,它可以防止您的管道破裂。
一、双螺杆挤出造粒机使用500小时后,减速箱中会有齿轮磨下来的铁屑或其它杂质,所以,应清洗齿轮同时更换减速箱润滑油。二、双螺杆挤出造粒机在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况。三、双螺杆挤出造粒机如果生产中突然断电,优质双螺杆造粒机公司主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。四、双螺杆挤出造粒机如发现仪表、指针的转向满度,优质双螺杆造粒机公司应检查热电偶等边线的接触是否良好。

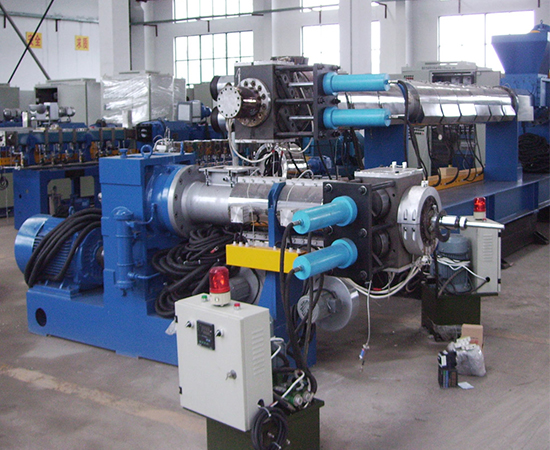
锥形双螺杆和机筒。双螺杆挤出机有两个螺杆,其功能是推进材料向前。这有助于以均匀的方式将热量分配到树脂中。您可以使用不同类型的双螺杆。这包括同向旋转螺钉,其中螺钉沿相同方向旋转。我们还有反向旋转螺钉,螺钉相反旋转。当螺钉的轴之间的中心线恰好小于螺钉直径时,螺钉被称为相互啮合。如果螺钉轴之间的中心线与螺钉直径相同,则螺钉不相互啮合。 机筒装有螺杆,它们负责将熔融树脂送入模具,优质双螺杆造粒机从而在模具上产生压力。当您想要添加添加剂的树脂时,可以高速使用同向双螺杆挤出机。当您想要去除溶剂时,也可以使用它。如果您使用同向旋转双螺杆双阶挤出机,您可以生产管道和型材。另一方面,优质双螺杆造粒机公司当您想要复合PVC和其他树脂时,可以使用反向旋转螺丝。

设备在确保双螺杆挤出机正常工作。控制塑料的分子取向,使其具有物理性质。控制产品的美学表面。模具的设计会影响塑料产品的质量。优质双螺杆造粒机公司有些因素会影响挤出模头的生产率。他们包括:螺杆横截面与模具横截面的比率。形成塑料产品形状的模具尺寸。当您查看模具内发生的摩擦时,形成模具的材料性质。拖运。如果双螺杆挤出设备,优质双螺杆造粒机公司牵引装置是在后端找到的装置。其目的是在挤出过程中帮助推进管道。您会发现该设备的不同型号取决于您的挤出机尺寸和生产水平。

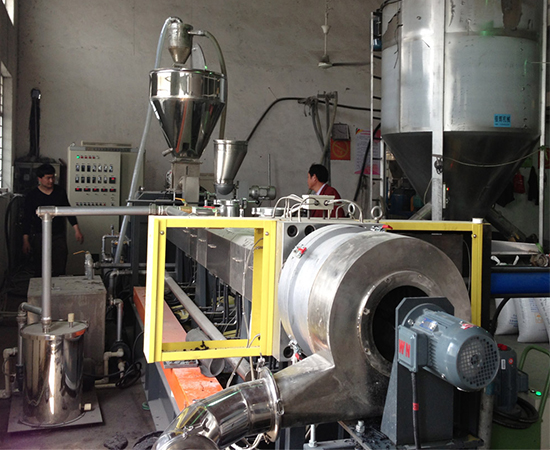
平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:优质双螺杆造粒机公司通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。优质双螺杆造粒机公司通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。

双螺杆挤出机脱挥区域是除去由于特定不稳定末端基团的分解等产生的高温挥发成分。优质双螺杆造粒机公司压力根据熔融混炼物的熔融状态、混炼机的螺杆运转条件而不同,通常减压至熔融混炼物不侵入排气喷嘴的程度,可以为0.01~0.1MPa,温度控制在25O~C 左右嘲。在一定量水和氧气存在下,FEP通过双螺杆挤出机挤出能有效地除去FEP不稳定末端基团。优质双螺杆造粒机公司简化了FEP不稳定端基的处理工艺流程,节约生产成本。



