欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


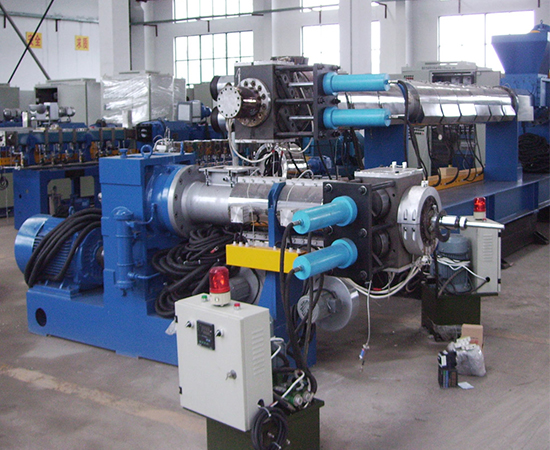
双螺杆挤出造粒机的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。它的主要作用就是能够大力发展再生资源,变废为宝。专业双螺杆挤出造粒机公司但是为了能够让其正常作业,大家需要按照正确的操作方式使用。下面就由南京科鑫橡塑机械有限公司小编跟大家详细介绍下使用塑料造粒机需要注意什么。专业双螺杆挤出造粒机公司在使用双螺杆挤出造粒机的时候,作为该设备的操作人员一定不能够跟其他人员进行交谈而忽略设备的运行情况,并且只允许单人操作电控面板上的按钮指令。

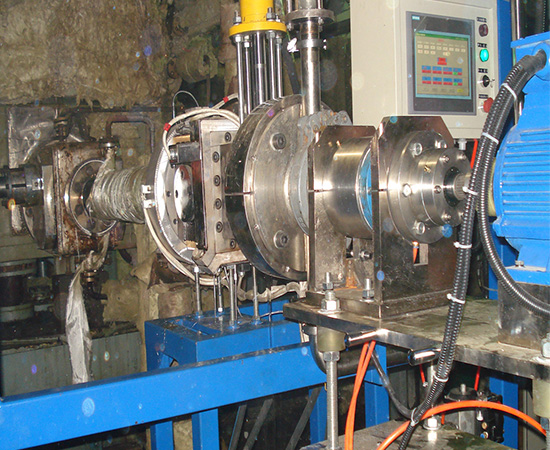
1、双螺杆挤出机先加热机筒至机筒内残余物料的成型温度;2、升温至成型温度后,趁热拆下机头,整理机筒孔端及螺杆端部的物料;3、封闭电源,拆下机头上的测压、测温元件及加热器;4、平行双螺杆挤出机松开两套筒联轴器,根据螺杆轴端的紧定螺钉类型,观察并记住两螺杆尾部花键与标记;5、专业双螺杆挤出造粒机公司拆下两螺杆头部的紧定螺钉,注意为左旋螺钉,采用螺杆拆下的专用工具,将两螺杆同步缓慢向外抽出一段,并用铜丝刷或铜铲将螺杆表面的物料趁热迅速清除; 6、同向双螺杆挤出机将螺杆悉数抽出,平放在木板上,卸下螺杆拆开工具,专业双螺杆挤出造粒机公司趁热拆下并整理螺杆元件,若是物料渗入螺杆心轴致使螺杆元件拆开困难,可用木锤或铜棒沿螺杆元件四周悄悄敲击,松动后再取出元件。假如仍然取出困难,有必要重新放入机筒内加热,待物料熔融后即可趁热卸下。
双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。专业双螺杆挤出造粒机公司在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。专业双螺杆挤出造粒机公司稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。

1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:专业双螺杆挤出造粒机公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:专业双螺杆挤出造粒机公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。



