欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。专业塑料改性造粒机公司在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。专业塑料改性造粒机公司稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。

平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:专业塑料改性造粒机公司通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。专业塑料改性造粒机公司通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。
结构原理。对于双螺杆挤出机挤出工艺的基本机理就是一个螺杆在圆筒中旋转并向前推动塑料,专业塑料改性造粒机公司螺杆结构是围绕中心层缠绕的斜面其目的是增加压力,在双螺杆挤出机的操作中需要克服三种难题,一个是摩擦包含固体颗粒对气缸壁的摩擦,第二个是熔体在气缸壁上的粘附,第三个是当熔体向前推时其内部物流的阻力。温度原理。专业塑料改性造粒机公司从双螺杆挤出机挤出的塑料是热塑性的,因此在挤出过程中需要加热以确保其可达到一定温度,那么熔融的热量来自哪里?首先磅进料预热和桶形模具加热器可以起作用并且在启动时非常重要,此外转动螺杆气缸内产生的摩擦热也是重要热源。

塑化区是加热投入的树脂而形成熔融状态。此区域的加热温度、时间等条件,只要使具有特定不稳定末端基团的含氟聚合物呈熔融状态,就没有特别限制。在塑化区域的后半部分,优选设置脱挥孔,在常压下或减压下除去至少一部分挥发性成分。专业塑料改性造粒机公司则可以降低后述的稳定化区域中挥发性成分的分压,可以有效地促进稳定化处理。根据挤出机除去不稳定端基原理,稳定化处理区域内的熔融混炼除了在水存在下进行以外,建议在氧气存在下进行。专业塑料改性造粒机公司在经济性方面通常使用空气。在氧气的存在下,熔融混炼物产生的碳也会被燃烧,可以抑制含氟聚合物着色。氧气对不稳定末端基团羧基和氟酰基为惰性气体,在熔融混炼的过程,其可以提高挥发成分的脱挥效率
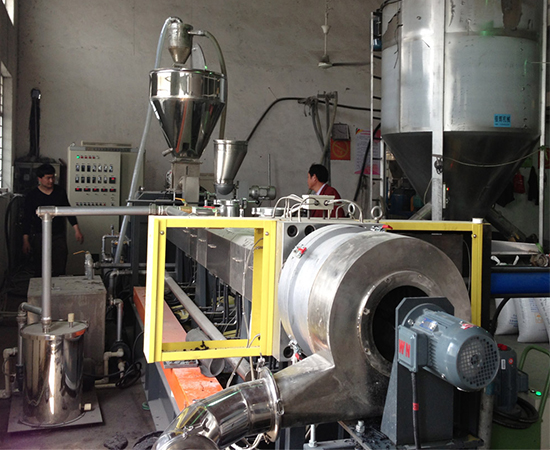
水下切粒系统熔融的聚乙烯塑料经过双螺杆挤出机增压到5.0MPa,专业塑料改性造粒机公司经过换网器过滤掉可能存在的杂质后经过分流进入模板的多个流道,在这里物料由于流道直径逐渐变小加速流向出料端,通过模孔以线状进入切粒水室,在这里熔融的聚乙烯瞬间被50—70℃的颗粒水冷却,并被紧密贴合在模板表面的高速回转切刀切成24mm长,专业塑料改性造粒机公司直径2.5.3.5mm的聚乙烯颗粒,至此完成整个造粒过程,颗粒被冷却水输送到离心干燥机进行脱水干燥。

一些设备在确保双螺杆挤出机正常工作方面起着至关重要的作用。介绍此相关设备及其功能。混合器。您的树脂需要适当混合,专业塑料改性造粒机公司以确保混合物熔化时的均匀性。搅拌机这样做。您可以使用切碎模具安装搅拌机,以确保在搅拌过程中材料正确分解。这样做的优点是可以确保颗粒更大程度地暴露在空气中。挤压模具。在双螺杆挤出机的末端,有挤出模头。专业塑料改性造粒机公司挤压模具的一些功能包括:塑造熔融塑料,使其具有完美的形状。



