欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



螺杆不停的对橡胶进行加工而发生自产温,这样会使双螺杆挤出机的螺筒温度不断的增加,会影响到设备的出产。优质双螺杆小型试验机公司咱们知道双螺杆产品在出产的时分温度过低会使双螺杆流动功能下降而加大双螺杆挤出机的阻力使双螺杆挤出机的动力需求增大,而设备的温度过高则会使双螺杆提早硫化乃至会使双螺杆在螺筒傍边发生焦糊。所以咱们有必要把双螺杆挤出机的螺筒螺杆的温度控制在一定的恒温规模以内。优质双螺杆小型试验机公司因而咱们利用智能温控体系给设备设定一个温度上限,这样当双螺杆挤出机温度过高的时分传感器把温度传送给智能控制体系使设备进行冷却状态。也便是模温机会放冷水给双螺杆挤出机螺筒螺杆对挤出机进行降温。

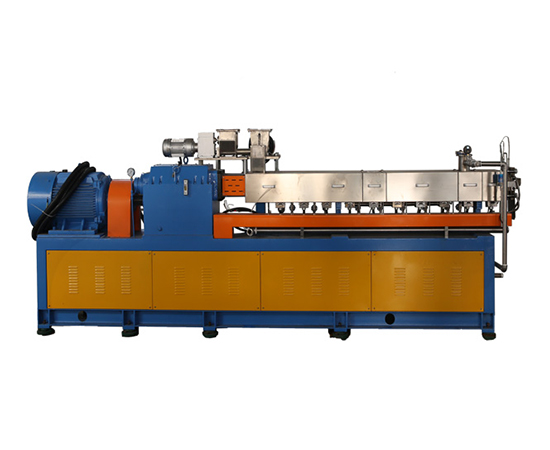
变速器。变速箱的功能是将能量从电动机传递到螺杆。它还调节电机速度以与螺杆的速度对齐。当它这样做时,它会使扭矩倍增,优质双螺杆小型试验机同时乘以螺杆的角度正时。冷却风扇。冷却风扇的功能是提供双螺杆挤出机需要操作的必要温度控制。真空泵。双螺杆挤出机的真空泵部分,塑料产品缓慢冷却,形状各异。优质双螺杆小型试验机突然冷却可能导致产品变形。料斗 - 双螺杆喂料系统。料斗 - 双螺杆进料系统充当缓冲箱,确保树脂均匀流动和混合。
双螺杆挤出机稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2 H。稳定化处理区域优选使用没有推进力的捏合圆盘而形成。优质双螺杆小型试验机公司在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。水的加入量与不稳定末端基团的数目相同的水分子,但是实际上优选供给过量,例如至少1O倍的量。优质双螺杆小型试验机公司稳定化区域的压力一般控制在0.2~10MPa,设定温度控制在280~430℃ 。维持加压的时间通常低于10min。
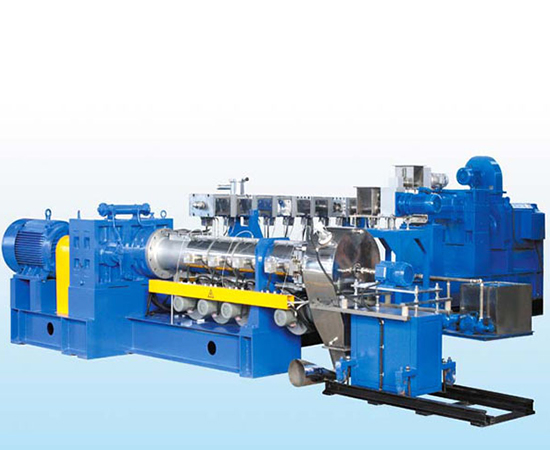
生产力高。双螺杆挤出造粒机具有高生产率,这是其能够处理各种原材料的结果。优质双螺杆小型试验机公司它还以不同的螺杆速度处理不同的混合配方。经济实惠。当您分析其运行成本时,双螺杆挤出造粒机是经济的。它使用较少的原材料,而输出水平较高。此外,能源消耗量很低,优质双螺杆小型试验机公司这可确保您从生产中获得更大收益。不要忘记,因为它是灵活的,你可以生产不同设计的塑料管。

1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:优质双螺杆小型试验机公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:优质双螺杆小型试验机公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。

双螺杆挤出机的优点:成为多个行业的标准,因为它提供了许多优势:单螺杆挤出机:优质双螺杆小型试验机公司产品质量的生产和控制更加一致。·由于持续处理,更快的启动和产品变更之间的关闭,快速转换和提高生产力。高级自动化。·优质双螺杆小型试验机公司更大的灵活性,能够处理各种原材料。·节省能源和水,优化占地面积。·简单易维护和清洁



