欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



平行双螺杆挤出机服务商专家说在用一段时间之后要对挤出机进行一次全面的检查,检查所有螺钉的松紧情况,并做好记录。禁锢易松动的螺纹件,即时检查,以防运行时发生故障。检查,调整电动机,控制仪表,各个管路以及工作部件。专业热熔胶造粒公司如果生产中突然断电,主传动和加热停止,当恢复供电时,必须将料筒各段重新加热到规定的温度并保温一段时间后方能开动挤出机。挤出机附属的冷却水管内壁易结水垢外部易腐蚀生锈。日常维护时应做认真检查,水垢过多会堵塞管路,达不到冷却作用,锈蚀严重会漏水,专业热熔胶造粒公司日常维护中必须采取除垢和防腐降温措施。
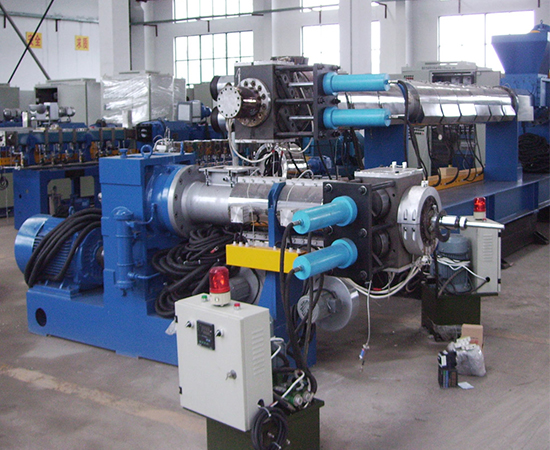
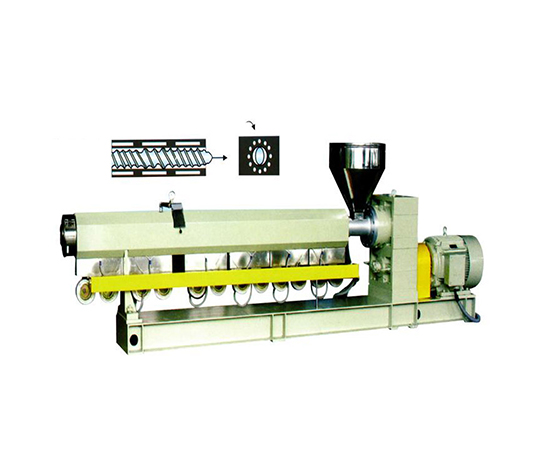
结构原理。对于双螺杆挤出机挤出工艺的基本机理就是一个螺杆在圆筒中旋转并向前推动塑料,专业热熔胶造粒公司螺杆结构是围绕中心层缠绕的斜面其目的是增加压力,在双螺杆挤出机的操作中需要克服三种难题,一个是摩擦包含固体颗粒对气缸壁的摩擦,第二个是熔体在气缸壁上的粘附,第三个是当熔体向前推时其内部物流的阻力。温度原理。专业热熔胶造粒公司从双螺杆挤出机挤出的塑料是热塑性的,因此在挤出过程中需要加热以确保其可达到一定温度,那么熔融的热量来自哪里?首先磅进料预热和桶形模具加热器可以起作用并且在启动时非常重要,此外转动螺杆气缸内产生的摩擦热也是重要热源。
水下切粒系统熔融的聚乙烯塑料经过双螺杆挤出机增压到5.0MPa,专业热熔胶造粒公司经过换网器过滤掉可能存在的杂质后经过分流进入模板的多个流道,在这里物料由于流道直径逐渐变小加速流向出料端,通过模孔以线状进入切粒水室,在这里熔融的聚乙烯瞬间被50—70℃的颗粒水冷却,并被紧密贴合在模板表面的高速回转切刀切成24mm长,专业热熔胶造粒公司直径2.5.3.5mm的聚乙烯颗粒,至此完成整个造粒过程,颗粒被冷却水输送到离心干燥机进行脱水干燥。

1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:专业热熔胶造粒公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:专业热熔胶造粒公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。



