欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:专业工程塑料造粒机公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:专业工程塑料造粒机公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。

平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:专业工程塑料造粒机公司通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。专业工程塑料造粒机公司通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。

一、 双螺杆造粒机温控系统。1、 专业工程塑料造粒机公司 主机某区段温度过高(1)冷却系统故障:1)检查电磁阀是否正常,正常情况下把电磁阀芯拆开用气泵吹吹;2)水管或筒体是否堵塞。(2)温控表失灵:1)高温段OUT2灯是否亮; 2)截止阀开的太小。(3)固态继电器或双向晶闸管损坏:1)更换固态或晶闸管。(4)螺杆剪切太强:适当减弱。2、主机某区温度过低。(1)温控表失灵:温度过低段OUT1灯是否亮。(2)专业工程塑料造粒机公司加热器功率偏小或加热器半片损坏、短路。(3)截止阀开的太大,把电磁阀芯拆开用气泵吹吹。
挤出机设备的效果便是把橡胶产品挤出成咱们所需求的产品形状。而在挤出出产的时分咱们需求对挤出机的螺筒进行温度控制才能够保证产品的正常出产。专业工程塑料造粒机公司在双螺杆挤出机工作之前要先对螺筒螺杆进行升温,双螺杆挤出机一般都是利用水控温的方法来对挤出机设备进行温度控制的。咱们利用模温机先把挤出机螺筒的温度升到咱们所需求的温度值,然后把经过密炼机和开炼机加工好的橡胶放进双螺杆挤出机的喂料体系,橡胶经过喂料体系进入到双螺杆挤出机螺筒傍边由挤出机螺杆对其进行剪切,紧缩,混炼等一系列的加工在挤出机的模头挤出成咱们所需求的产品形状。专业工程塑料造粒机公司在整个出产过程傍边双螺杆挤出机螺筒螺杆以及双螺杆之间不停的相互效果而发生压力。

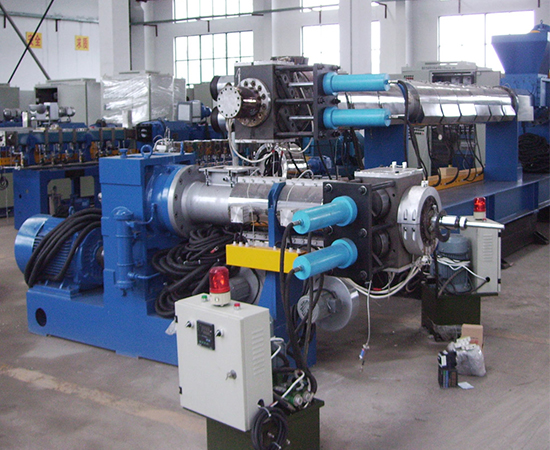
值得信赖的平行双螺杆挤出机,可用于简单到复杂的挤出任务。它几乎可以满足任何要求,它具有容量或重量计量和液化剂量系统。专业工程塑料造粒机公司所有型号的双螺杆挤出机在复合小规模或昂贵材料时都使用微小的复合材料。力馈送器的可选机构有助于不间断地挤出微小的体积。我们的双螺杆挤出机的更多功能和规格是:1、用于实验室规模生产的反向旋转机构;2、排气区和气缸内压力/温度的测量;3、专业工程塑料造粒机由于旁通阀,定义明确的停留时间;4、可配上迷你注塑机;5、能够控制各种材料的挤出和复合;6、可以在循环模式下运行仪器;7、完全控制挤出过程的停留时间。



