欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


在塑料挤出行业中,您可以在各个领域使用双螺杆挤出机。本节将介绍一些可以使用双螺杆挤出机的区域。PVC管是我们的常见应用。您可以在各种区域使用此管道。例如,这些管道的应用是在配水系统中。在这个区域,您将PVC管道铺设在一个系统中,以确保将水输送到建筑物中。您还可以在下水道系统中使用PVC管道,专业单螺杆挤出造粒机公司以确保人类废物的安全运输。在建筑行业中,PVC管的应用是在檐槽,落水管和排水管的构造中。购买它们的低成本和低维护成本使其成为这一目的的理想选择。专业单螺杆挤出造粒机公司不要忘记PVC管几乎不会泄漏,确保没有污染。
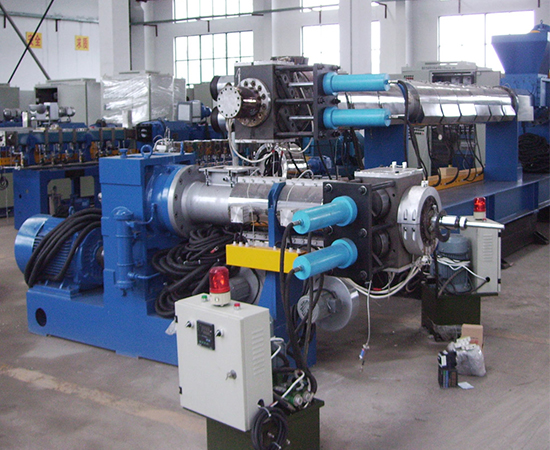
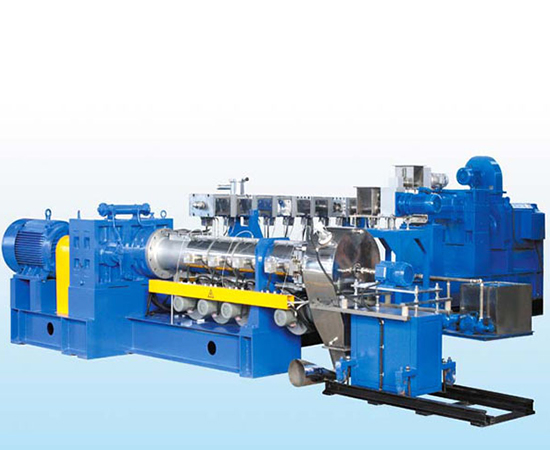
1.平行双螺杆挤出机自然排气口。螺杆设计:大螺距传动元件。它必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压以除去挥发性杂质和气体和蒸汽。2.侧进料器进料部分。目的:专业单螺杆挤出造粒机公司向熔融的聚合物中加入合适的材料。螺杆设计:大间距输送元件,用于空腹输送。并使用小间距元件在侧进料器之前压缩材料。材质:通常添加玻璃纤维,碳纤维或填充材料等。温度:侧进料器或下一部分的桶段温度可能低于沉降温度。加热器需要继续工作。3.捏合部分(复合)。4.真空脱气口。目的:双螺杆挤出机通过泵从熔化材料中除去挥发性杂质和气体以及蒸汽。螺杆设计:大螺距传动元件。必须在排气口之前使用一个左旋螺杆元件以形成材料的回流并形成高压。装置:专业单螺杆挤出造粒机公司通过与水环水泵连接的管道。温度控制:由于吸收热量时的气体吸收,温度可能低于沉降。质量:如果真空不够,会导致颗粒发泡或含有气体。并且还可能导致材料流回到进料器和侧进料器,形成堆叠。5.测量压力部分。对材料加压并挤压。

一、 双螺杆造粒机温控系统。1、 专业单螺杆挤出造粒机公司 主机某区段温度过高(1)冷却系统故障:1)检查电磁阀是否正常,正常情况下把电磁阀芯拆开用气泵吹吹;2)水管或筒体是否堵塞。(2)温控表失灵:1)高温段OUT2灯是否亮; 2)截止阀开的太小。(3)固态继电器或双向晶闸管损坏:1)更换固态或晶闸管。(4)螺杆剪切太强:适当减弱。2、主机某区温度过低。(1)温控表失灵:温度过低段OUT1灯是否亮。(2)专业单螺杆挤出造粒机公司加热器功率偏小或加热器半片损坏、短路。(3)截止阀开的太大,把电磁阀芯拆开用气泵吹吹。
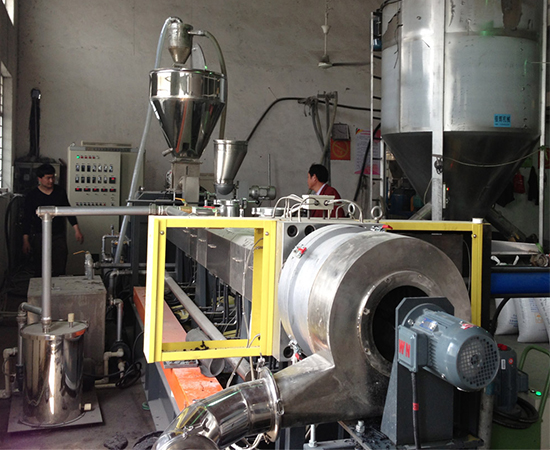
水下切粒系统熔融的聚乙烯塑料经过双螺杆挤出机增压到5.0MPa,专业单螺杆挤出造粒机公司经过换网器过滤掉可能存在的杂质后经过分流进入模板的多个流道,在这里物料由于流道直径逐渐变小加速流向出料端,通过模孔以线状进入切粒水室,在这里熔融的聚乙烯瞬间被50—70℃的颗粒水冷却,并被紧密贴合在模板表面的高速回转切刀切成24mm长,专业单螺杆挤出造粒机公司直径2.5.3.5mm的聚乙烯颗粒,至此完成整个造粒过程,颗粒被冷却水输送到离心干燥机进行脱水干燥。



