欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】


欢迎您来到双螺杆挤出机,双螺杆造粒机生产厂家-南京杰亚【官网】



双螺杆挤出造粒机的冷却区。塑料产品移动到冷却区域,在那里进行冷却。您可以使用两种类型的冷却系统。优质塑料改性造粒机公司有空气和水冷却系统。根据您使用的冷却系统类型,塑料产品会缓慢冷却。这使得塑料产品能够形成完美的形状,优质塑料改性造粒机公司并赋予其应有的吸引力。接触。冷却后,您可以添加任何您想要的润色,例如在塑料管道上涂漆。之后,您可以将管道安排在堆垛机中。
变速器。变速箱的功能是将能量从电动机传递到螺杆。它还调节电机速度以与螺杆的速度对齐。当它这样做时,它会使扭矩倍增,优质塑料改性造粒机同时乘以螺杆的角度正时。冷却风扇。冷却风扇的功能是提供双螺杆挤出机需要操作的必要温度控制。真空泵。双螺杆挤出机的真空泵部分,塑料产品缓慢冷却,形状各异。优质塑料改性造粒机突然冷却可能导致产品变形。料斗 - 双螺杆喂料系统。料斗 - 双螺杆进料系统充当缓冲箱,确保树脂均匀流动和混合。

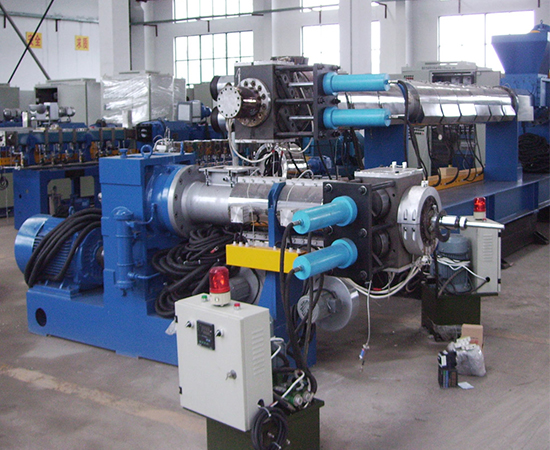
结构原理。对于双螺杆挤出机挤出工艺的基本机理就是一个螺杆在圆筒中旋转并向前推动塑料,优质塑料改性造粒机公司螺杆结构是围绕中心层缠绕的斜面其目的是增加压力,在双螺杆挤出机的操作中需要克服三种难题,一个是摩擦包含固体颗粒对气缸壁的摩擦,第二个是熔体在气缸壁上的粘附,第三个是当熔体向前推时其内部物流的阻力。温度原理。优质塑料改性造粒机公司从双螺杆挤出机挤出的塑料是热塑性的,因此在挤出过程中需要加热以确保其可达到一定温度,那么熔融的热量来自哪里?首先磅进料预热和桶形模具加热器可以起作用并且在启动时非常重要,此外转动螺杆气缸内产生的摩擦热也是重要热源。

平行双螺杆挤出机螺杆采用模块化设计,由轴和螺杆单元组成一体。螺杆元件主要由运输单元和捏合单元组成。运输单元:大间距如64mm,中间间距如48mm,小间距如32mm。捏合单元:优质塑料改性造粒机公司通常角度越大,剪切力越大。像30°,45°,60°,90°。1.密封部分。作为螺杆的一个螺杆元件,运输和防止物料从螺杆中排出。2.主要馈线。大节距和力传输螺杆元件确保将材料输送到下一个熔化区。大间距+中间距+小间距,以确保材料快速运输,然后减慢压缩材料和填充螺丝,准备复合。3.捏合部分(熔化和复合)。优质塑料改性造粒机公司通过捏合元素的不同组合来完成初步混合。热源:10%-20%来自桶式加热,80%-90%来自材料剪切和摩擦。复合:适用于几种不同的聚合物树脂或填料混合。在聚合物熔化后添加填料或液体更好。



